Как заварить раму на камазе?
Ремонт Автомобильных рам. Конспект.

В 2001 году по материалам книги «Ремонт автомобильных рам» (автор Гурман В.С.) сочинился документ. Возможности этот документ подшить к записи я не нашел, поэтому завожу его вручную.
По сути дела это просто конспект книги, поэтому высказываю здесь своё искреннее уважение автору и исследователям проблемы.
И, конечно, помним, что возраст книги уже превышает пол-века.
ТЕХНИЧЕСКИЕ УСЛОВИЯ
РЕМОНТ РАМЫ АВТОМОБИЛЕЙ
При ремонте рам можно пользоваться только качественными электродами.
Перед сваркой электроды должны быть обязательно просушены в течение 1 ч
при температуре 140—160 ОС так как влажность обмазки приводит к пористости металла шва.
К сварке деталей рамы должны допускаться только дипломированные сварщики 5 – 6 разряда, прошедшие аттестацию.
Рабочее место сварщика должно быть оборудовано амперметром.
Необходимо производить упрочнение поверхностным наклёпом участков, опасных к возникновению трещин усталости.
При условии выполнения этих принципов можно восстановить выносливость
деталей рамы автомобиля до уровня выносливости новых деталей.
1
Подготовка рамы к ремонту.
Повреждённый участок рамы необходимо тщательно отмыть от загрязнений.
Места, имеющие трещины и места возможного зарождения трещин должны быть зачищены вращающейся стальной щёткой до металлического блеска для облегчения обнаружения трещин.
Зачищенные места осматривают при помощи 4-кратной лупы. Таким образом удаётся обнаружить трещины, незаметные без зачистки на 20% рам автомобилей. Без выполнения этой операции надёжность рамы после ремонта гарантировать нельзя.
Лонжероны рамы и поперечины необходимо править без нагрева. После правки форма и размеры деталей должны соответствовать чертежу завода-изготовителя.
Кривизна верхней полки лонжерона не должна превышать 2 мм на длине 1000 мм. а на всей длине—5 мм.
Кривизна вертикальной стенки допускается не более 2 мм на длине 1000 мм, а не всей длине — не более 10 мм.
Разность стрел прогиба лонжеронов одной рамы не должна превышать 6 мм.
Для правки совершенно не пригодны детали, деформированные с вытяжкой, сопровождающейся уменьшением толщины материала.
2
Определение способа ремонта деталей рамы.
Допускается ремонт деталей рамы заваркой трещин, отрезкой или вырезкой поврежденной части и приваркой дополнительной детали.
Все сварные соединения должны быть выполнены в стык.
Приварка вставок, а также приварка дополнительных деталей внахлестку не допускается.
На одной продольной балке не должно быть более трех сварных соединений, включая заваренные трещины.
При ремонте трещин, проходящих через отверстие, последнее должно быть обязательно заварено.
В тех случаях, когда в опасном месте имеется несколько одинаковых концентраторов напряжений, лучше вырезать его.
Рассмотрим конкретный пример.
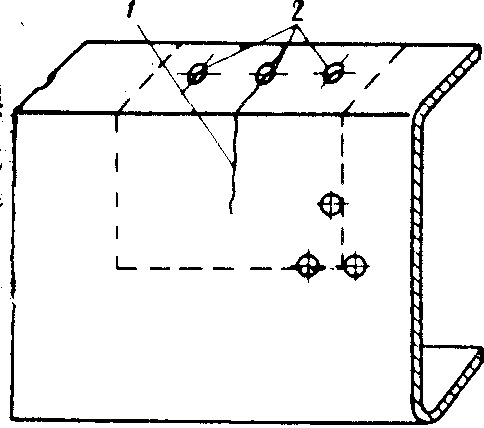
Так как напряжения у всех трех отверстий приблизительно одинаковы, то при возникновении трещины у одного из отверстий, у других двух запас выносливости материала, по-видимому, почти израсходован и упрочнение наклепом может оказаться неэффективным. Поэтому лучше заменить часть материала. В рассматриваемом случае вырезать следует до оси продольной балки . Если вырезать одну лишь полку, то на стенке может остаться невидимый конец трещины, который станет очагом нового разрушения, так как вблизи полки напряжения от изгиба достаточно велики.
При переменных нагрузках отверстие не является препятствием для развития трещин усталости. Многие трещины, зарождающиеся на кромках профиля, развиваются к отверстию и легко пересекают его.
Таким образом, сверление отверстия в конце трещины излишне.
Вместе с тем конец трещины бывает трудно выявить, поэтому, чтобы не заваренная часть трещины не могла стать причиной повторного разрушения детали, следует прорезать трещину по ее направлению дальше видимого конца. Если видимый конец расположен на полке или сгибе профиля, то прорезать следует по всей полке и по стенке не менее 50 мм от полки. Если трещина распространилась на стенку, то прорезать следует на 50 мм дальше видимого конца трещины.
Ширина реза 1…2 мм.
Если трещина доходит до отверстия или пересекает его, то последнее следует заварить на медной подкладке, а кромки вновь просверленного отверстия упрочнить наклепом. С этой целью целесообразно сверлить отверстие диаметром на 1 мм меньше, чем требуется по чертежу и раздать его до нужного диаметра.
3
Ремонт
Качество сварки оказывает решающее влияние на выносливость отремонтированных деталей и долговечность собранных из этих деталей рам.
Сварные швы, проходящие через места прилегания кронштейнов, должны быть зачищены заподлицо с поверхностью детали.
Перед осмотром со сварных швов должен быть удален шлак, а их поверхность должна быть тщательно зачищена.
Сварные швы не должны иметь подрезов, раковин и пор. Кратеры должны быть заплавлены. Усиление сварных швов не должно возвышаться над поверхностью детали более чем на 2 мм. Допускается опиливание усиления шва на сгибе профиля. В месте выхода на кромку профиля шов должен быть подварен вровень с кромкой.
При переходе от нижнего к вертикальному шву следует снизить силу тока, в противном случае металл будет стекать и образуется прожог. Так как длина вертикального шва очень мала, а качество сварки должно быть безукоризненным, сварщик не может каждый раз подбирать силу тока пробой. Поэтому рабочее место, где заваривают детали рамы должно быть оборудовано амперметром, по которому сварщик, не осуществляя проб, мог бы устанавливать должную силу тока.
Сваривать детали необходимо следующими электродами диаметром 4 мм:
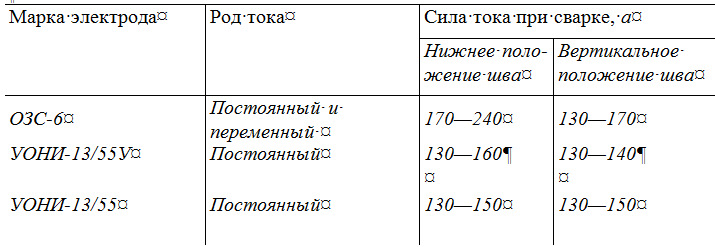
Применение других электродов не допускается.
Сварка осуществляется двухсторонним швом с двумя симметричными скосами двух кромок.
Как сварить раму автомобиля
 В любом автомобиле, кузов – является важной неотъемлемой составляющей, которая защищает все внутренние узлы. Грузовой автомобиль, как и любой другой, требует постоянного обслуживания, а в случае поломки – ремонта. Очень часто в грузовике приходится варить раму. Именно об этом процессе пойдет речь в данной статье.
В любом автомобиле, кузов – является важной неотъемлемой составляющей, которая защищает все внутренние узлы. Грузовой автомобиль, как и любой другой, требует постоянного обслуживания, а в случае поломки – ремонта. Очень часто в грузовике приходится варить раму. Именно об этом процессе пойдет речь в данной статье.
О сварке кузова автомобиля можно прочесть тут.
Общие сведения
Рамой в автомобиле называется силовой каркас, выступающий основанием для крепления всех  кузовных деталей, двигателя, коробки, приводов и т.д. Прибегать к такой технологии как сварка рамы, обычно следует при незначительных деформациях этой детали. Например, если образовались трещины, сколы, складки, то в данном случае, варить раму будет целесообразно. Однако, следует точно соблюдать технологию сварки, ведь от этого будет зависеть не только качество рамы, но и в будущем безопасность пользования автомобилем.
кузовных деталей, двигателя, коробки, приводов и т.д. Прибегать к такой технологии как сварка рамы, обычно следует при незначительных деформациях этой детали. Например, если образовались трещины, сколы, складки, то в данном случае, варить раму будет целесообразно. Однако, следует точно соблюдать технологию сварки, ведь от этого будет зависеть не только качество рамы, но и в будущем безопасность пользования автомобилем.
Выполнение ремонта и процесс сварки рамы грузовика
Очень часто, грузовые автомобили, например камаз, занимающиеся перевозкой больших грузов, могут выйти из строя прямо на трассе. Чтобы не допустить возникновения такой неприятной ситуации, следует постоянно контролировать в каком состоянии находится рама и производить своевременный ремонт этой детали.
Для того, чтобы в процессе сварки рамы грузового автомобиля, соединение получился прочным и надежным, нужно соблюдать ряд правил и требований.
- Первое, что стоит отметить, так это необходимость следить за тем, чтобы на том участке, где образуется шов, металл не перегрелся. Варить шов надо маленькими отрезками, длина которых не превышает показатель в 5 мм.
Обязательно выжидайте некоторое время, пока место сварки не остынет
- Далее нужно обработать кромки. Осуществляется это посредством плазменного резака либо болгарки, т.к. это наиболее подходящий вариант для резки металла.

- Осуществляя сварку рамы, следите за тем, чтобы переходы с дополнительного металла на основной были как можно более ровными. Следите за тем, чтобы не образовывались подрезы, т.к. именно этот дефект приведет к потрескиванию рамы. Помимо этого, корень должен провариваться по всей длине, иначе весь процесс будет бессмысленным.

- Учитывая тот факт, что со многими грузовыми автомобилями, которые не очень большие по размеру, работать достаточно сложно и рама очень часто склонна поломке, вне зависимости от качества выполненного шва, то здесь, есть только один выход – нужно усилить место поломки. Для этого подойдет швеллер и болтовое соединение.

Как сварить раму автомобиля своими руками
Прежде чем приступать непосредственно к процессу сварки, следует хорошо подготовить деталь. Важно верно определить повреждения, для этого надо снять все кузовные элементы и осмотреть пораженный участок. Место, где заканчивается трещина, надо засверлить. Это поможет предотвратить развитие повреждения.

Совет! Используйте сверла с диаметром 5 мм.
Подобные сварочные работы выполняются полуавтоматом.

Подробнее о процессе сварки. Как уже отмечалось, процесс сварки осуществляется в несколько проходов.
При первом проходе горелки – проваривается корень. Проварка осуществляется электродами, в качестве которых выступает проволока с толщиной в 1,2 мм с индексом Св08. Сварочные работы выполняются под воздействием тока в 100 А. На втором и третьем проходе, показатель тока должен быть 110 А с той же сварочной проволокой, при этом валики должны быть как можно тоньше и перекрывать собой друг друга. На четвертом проходе, ток увеличивается до 120 А.
Важно, чтобы варка проводилась без прерывания дуги. Только так вы сможете получить максимально ровный и качественный шов.
Обработка шва после сварки
Все швы после окончания сварочных работ нужно правильно обработать. Металл нужно защитить от негативного воздействия окружающей среды. Участок соединения надо отмыть, затем обработать пескоструйкой, обезжирить, прогрунтовать и покрасить.
В завершении стоит отметить, что сварка рамы грузовика – процесс, требующий концентрации и внимательности. Для того, чтобы шов получился максимально прочным и качественным, сварщик должен иметь некоторый опыт работы. Поскольку рама – это важная деталь, от которой зависит безопасность управления автомобилем. Не забывайте о безопасности и выполняя сварку, обязательно наденьте специальную защитную одежду. Если соблюдать все правила и требования, то в итоге вы получите максимально качественное соединение.
Треснула рама
Опции темы
- Подписаться на эту тему…
Поиск по теме
че вы загоняетесь так? раму варить можно, но не по шву, а косынками, ромбиками, накладками сверху.

ну если уж совсем приспичило заварить и нет возможности заклепать или стянуть, тогда косынками, варить ТОЛЬКО вдоль рамы и ТОЛЬКО несплошные швы, а местами.
тогда вопрос на засыпку, если можно варить несущие конструкции (рама кузов), почему тогда цельнометаллический кузов варят автоматы точками, а соедининия на рамах клепают.
конечно цельнометаллический кузов варят точками, не швами же! точек вполне хватает, они дешевле и быстрее в производстве
задняя поперечина передних рычагов приклепана к раме? что-то я никаких «клепок» на раме у себя не заметил.
по теме: всему виной рывок железным тросом — это просто ппц, и небезопасно! а 12к липётка на зузуку мне не панятна :), по деревьям лазить?
Т.е. трещину получается не проваривать а просто свести в ноль и наложить косынку с дырочками по диагонали с обоих сторон рамы и сверху?
Х.з. зачем 12к липетка  Сам не знаю зачем купил, перед покупкой копал тогда еще ниву часов 6 — это и сыграло роль, брать так уж наверняка :)))
Сам не знаю зачем купил, перед покупкой копал тогда еще ниву часов 6 — это и сыграло роль, брать так уж наверняка :)))
Последний раз редактировалось Mark_TS; 13.05.2011 в 12:29 .
свести в ноль, наложить с отступом ромбик/треугольник и проварить его по периметру.. про дырки не понял
нагуглил на металлическом форуме:
Последний раз редактировалось burcly; 13.05.2011 в 12:36 .
свести в ноль, наложить с отступом ромбик/треугольник и проварить его по периметру.. про дырки не понял
нагуглил на металлическом форуме:
ну в косынке (накладке) дырки сверлить по площади и через них еще точками прихватывать ? или просто по всему периметру пройтись?
если так хочется прихватить трещину — то прихвати ее саму в пару мест, легонько, дальше сверху накладку с напуском и вари по периметру, чтобы швы были под 45 градусов к оси рамы, как написано выше.
зачем все прокрасить (лучше хамерайтом) и замазать мастиками
не просто прихватить, иначе трещина останется. Сварка хорошо стягивает, поэтому нужно начинать проваривать с самого тонкого места трещины (с середины к краю рамы), тогда трещину стянет в 0. Потом можно и дополнительное усиление сделать.
конечно цельнометаллический кузов варят точками, не швами же! точек вполне хватает, они дешевле и быстрее в производстве
задняя поперечина передних рычагов приклепана к раме? что-то я никаких «клепок» на раме у себя не заметил.
по теме: всему виной рывок железным тросом — это просто ппц, и небезопасно! а 12к липётка на зузуку мне не панятна :), по деревьям лазить?
точек «вполне хватает» кроме всего прочего и для того чтобы кузов был эластичный.
Отвечу по теме.Нужен хороший сварщик и Проф полу/автомат 380В 400-500 Амп. Заплавить трещину можно слегкостью и не накладывая косынки и различные уголки).Говорю со знанием дела.Варим рамы груг авто/Манипуляторы.
Тут главное правельно подготовить трещину к сварке.Подготовка занимает больше времени чем непосредственно сам процесс сварки.
в общем рама варится! вопрос как и кем!
рвется там, где тонко. проушина оказалась крепче.
не придумывай. все зависит от: металла, типа сварки (степени нагрева, газ, штучный электрод, полуавтомат и т.д.), прямизны рук сварщика
еще зависит от вектора приложения силы при рывке
Снова — не придумывай. Есть известные принципы, коим необходимо следовать. Нельзя: варить сплошным швом поперек рамы (т.е. вертикально), вообще стараться избегать сплошных швов! Использовать пунктир — меньше стягивает, меньше создает напряжений, меньше подвержен последующим поломкам.
Как правильно заметил Ёкорн, как можно чаще использовать т.н. «закладные» — т.е. электрозаклепки, через предварительно насверленные в пластине отверстия — значительно распределяют нагрузку на место соединения. Единственное, 2 мм — маловато :). Нужно так, чтобы провар к раме был хорошим, чтобы дугу не стягивало к кромке отверстия пластины-усилителя. А это не менее 8 мм в диаметре при толщине пластины-усилителя 2-3 мм.
с первым согласен, а про сварочник — убил. ))) А обычного ПДГ205 полуавтомата 220в до 300А не достаточно будет? Проволока 0,8мм омедненная. ))
В этом месте и на этом авто качественно заплавить трещину, чтобы она не порвалась рядом или в том же месте — нереально.
Теперь про трещину. Проблема не столько в ней самой, сколько в том, нет ли трещины со стороны двигателя, а также сверху рамы. Поскольку если трещина таки «полуопоясывающая» — придется снимать двигло, чтобы правильно и надежно заварить.
Но тут сам принимай решение.
И так.
Подними морду джеком так, чтобы трещина сошлась. Очисти крацовкой место сварки и участок, куда будет приварен усилитель.
Коротким пунктиром (1-1,5 см.) вверху «закрепи» от расхождения. В корне трещины поставь электрозаклепку. 
В центре длины трещины тоже. Сложность в том, чтобы очистить место для сварки. Но в твоем случае, если сварщик грамотный, он просто поставит электрозаклепку большим током.
Обдирочным или зачистным кругом зашлифуй швы вровень с основной плоскостью рамы.
Сделай пластину как на рисунке. Насверли в ней отверстий. Произвольно, но основной принцип — в равномерном распределении оных по поверхности для минимизации паразитных напряжений. 
Приложи, провари по отверстиям, и пунктиром 3-4 см через 2см. 
Обмажь полиуретановым герметиком, грунт, эмаль, антигравий, эмаль. еще антигравий. еще эмаль.. )))))
И никогда (. ) не позволяй никому дергать свое авто стальным тросом, равно как и сам этого не делай. И не проблема, если авто порвет пополам, хуже если при разрыве троса убьет кого-нибудь или покалечит.
avtorep.ru
Ремонт рамы — как правильно?

Ремонт рамы это довольно распространенная задача. Повреждения бывают разные, в зависимости от характера, это и трещины (довольно частое явление), и складки и деформация.
Часто при серьезных ДТП, поведенную раму очень сложно восстанавливать и нецелесообразно. Но в большинстве случаев повреждения выражаются в трещинах или рама лопается. Такие повреждения можно благополучно отремонтировать. Но важно соблюсти технологию ремонта, так как конструкция рамы работает в тяжелых условиях, очень сильные нагрузки на скручивание.
Процесс ремонта рамы
Важно:
- варить нужно полуавтоматом,
- избегать перегрева,
- обязательно разделывать швы,
- проваривать корень шва.
Прежде чем начать ремонт, нужно тщательно произвести осмотр рамы на наличие трещин. Для внутреннего осмотра подходит видео-эндоскоп. Если нет специализированного, можно приобрести USB-эндоскоп, который работает с ноутбуком или смартфоном.

Для ремонта нужно обеспечить доступ к месту повреждения, при необходимость демонтировать части мешающие в процессе работы. Лучшем методом будет освобождение рамы от всего навесного оборудования и элементов, чтобы уменьшить нагрузку. Если трещины разошлись, их нужно предварительно свести с помощью домкратов и обязательно промерять диагональные контрольные точки автомобиля. Разница расстояний не должна превышать 5 мм. Если будут отклонения, тогда на стапеле нужно тянуть раму.
Правка рамы, в том числе и в местах трещин производится в холодном состоянии кувалдой и молотками, с помощью оправок и поддержек.
На грузовиках и полуприцепах раму правят с помощью пневмо или гидро оборудования.
Трещины устраняются заваркой и клепкой усиливающих накладок.
Главная особенность в подготовке к сварке:
- определение видимого конца трещины (с помощью лупы);
- засверливание конца трещины (перед сверлением накернить центр под отверстие на расстоянии 5 — 10 мм от видимой границы трещины по линии её направления; сверлить сверлом диаметром 5-6 мм);
- разделка кромок под улом 90 градусов на глубину 2/3 толщины металла детали, плазменным резаком, если нет, можно болгаркой, но это дольше.
- зачистка кромок трещины шириной 20 мм (стальная щетка или электрошлифовальная машинка).
Трещины на лонжеронах устраняются:
- заваркой и установкой наружной или внутренней усиливающей коробчатой накладки на заклепках;

- заваркой трещины и приваркой усиливающей треугольной накладки;

- заваркой трещины и приваркой усиливающей накладки из угловой стали;

- продольные трещины или пучок трещин на вертикальной стенке устраняется вырезкой поврежденного участка и приваркой вставки в виде ромба;

Перед установкой накладки, шов нужно зачищать заподлицо с основным металлом.
Подготовка к сварке
Если нет возможности проварить корень, то за сварку рам лучше не браться.

- Первый проход проварка корня: ток 100 А проволока Св08 1,2мм газ смесь Ар + СО2 20% короткими валиками с лева на права поперек трещины с прерыванием дуги и не перегревая металл, но с образованием обратного валика.
- Второй и третий проход ток 110 А точно так же, но валики должны быть тонкие и перекрывать друг друга.
- Четвёртый проход ток 120 А валик во всю ширину разделки с небольшим заходом на основной металл, валики плотные и в зависимости от теплопотерь можно сплошным швом, но не перегревая металл (3-5 валиков и прерывание дуги).
- Пятый валик перекрывает в каждую сторону минимум варится так же но без прерывания дуги. Шов получается широкий выпуклый довольно ровный.
Вертикал варится только с верху вниз. Если клиент просит скрыть следы сварки, то пятый валик не варится.
Каждый случай сварки рам очень индивидуальный.
Большие швы за раз варить не стоит, так как в зоне термического воздействия метал закалиться и станет хрупким при деформации.
На фото раму уже делали, шов отвратительный. Пришлось переделывать.


Были разделаны швы под 90 градусов, там где VIN, пришлось просверлить отверстия, это для того, что бы снять напряжение, так часть трещины нельзя заварить, а если не делать отверстия, то от напряжения метала, трещина пойдет снова по сварке.

Швы были заварены по технологии выше.

Нужна ли накладка на раму?
В ремонте, что предоставлен выше, накладка не потребовалась. Лишний сварной шов не на пользу конструкции. Накладки применяются в случае, если нужно усилить раму, где уставший металл, и много вертикальных трещин. Накладки виде ромба или эллипса лучше вваривать, а не приваривать внахлест.
Для накладок и заплаток нужно брать такую же сталь из чего сделана рама.
Марки стали рам для автомобилей.
| Детали | ЗИЛ-130 | ГАЗ-53А | МАЗ-5335 | УАЗ-469 |
|---|---|---|---|---|
| Лонжероны | 30Т или 14Г2АФ | 25 | 19ХГС | 25 |
| Поперечены | 20, 08 или 14Г2 | 25, 08кп или 12ГС | 19ХГС или14ХГС | 20кп или 08 |
| Буфер | 20 | 25 | 08 или 20кп | |
| Буксирный крюк | 35 | 40 | 45 | 35 |
Для ремонта рам иномарок лучше брать металл от «донора».
Обработка рамы после ремонта
После проварки всех повреждений, раму нужно обработать. Закрыть металл от агрессивной среды. Для этого раму моют, отчищают «пескоструйкой» или металлическими щетками. Обезжиривают, грунтуют и красят, лучше обработать антигравием «Раптор» или защитным покрытием Line-X.
Цена ремонта рамы автомобиля
Цена ремонта зависит от многих факторов. И все зависит от места повреждения, цена существенно уменьшается если удастся произвести ремонт без демонтажа кузова, но в большинстве случаев кузов необходимо демонтировать. На что тратится большое количество времени.
4 comments on “Ремонт рамы — как правильно?”
Все так просто? В чем тогда сложности? А в том, что для диагностики и ремонта рамы необходимо специализированное и дорогостоящее оборудование, суммарная стоимость которого превышает 100 тыс. евро, а специалистов, обладающих навыками работы на таком оборудованием на всю Украину всего несколько десятков.
Бля, вот же вы уроды! Вы чужой опыт выкладываете и статьи с форумов срставляете. Гандоны.
Как заварить раму грузового автомобиля
Грузовой автомобиль делается крепче, чем легковой, так как ему часто приходится преодолевать длинные расстояния с большими грузами. Но надежность грузового транспорта только создается во время его сборки, а вот поддерживать ее должен уже сам водитель авто. Так, грузовым автомобилям нужны частые проверки, особенно тех частей, от которых зависит безопасность водителя. Рама должна проверяться всегда, так как не стоит упускать даже незначительные дефекты. О том, как проводится сварка рамы грузового автомобиля, подробно объясняется далее.

В каких случаях необходим ремонт рамы
Все основные детали, а также узлы автомобиля крепятся к одному большому каркасу, который называется автомобильной рамой. Здесь даже малейший скол или трещина на ней могут впоследствии привести к необратимым повреждениям не только самого каркаса, но и всего автомобиля.
По этой причине ремонт рамы должен быть своевременным, пока повреждение небольшое не может нанести большого вреда. Чем больше поломка, тем меньше эффективность варки.
Важно следить за состоянием рамы автомобиля, иначе это может привести к фатальным последствиям.
Подготовка рамы к сварке

При подготовке к ремонту рамы грузовых автомобилей нужно сделать следующие приготовления:
- Подобрать правильные электроды. Их диаметр должен составить не менее 4 мм.
- Просушить электроды. На это уходит как минимум час.
- Обеспечить сварщику полный доступ к поврежденной зоне рамы. Части машины, мешающие проходу, можно временно демонтировать.
- Подготовить усилители для каркаса, если это необходимо. Нужно использовать накладки (в форме эллипса или ромба) из той же стали, из которой сделан каркас, а также можно использовать болтовые соединения или швеллеры (делают ремонт наиболее надежным). Используя накладки, важно следить, чтобы переходы между ними и основой конструкции были ровными.
- Подобрать современный сварочный аппарат, к примеру, ЦИКЛОН ПДГ 240Д-1. Перед использованием нужно проверить, не сломан ли аппарат.
Дополнительным шагом перед ремонтом грузовых рам обрабатываются обе кромки каркаса, чтобы у них был симметричный скос. Здесь используется болгарка или плазменный резак.

Сварка рамы автомобиля
После завершения подготовки, а также подбора оборудования, переходят к основному процессу. Так, сварка рамы грузового автомобиля имеет такую технологию:
- Очистить место повреждения. Это делается с помощью специальной стальной щетки, чтобы добиться металлического блеска. Так можно будет найти дополнительные повреждения и исправить их сразу.
- Концы найденных трещин нужно засверлить, чтобы сразу не допустить их увеличения.
- Теперь можно переходить к сварке, которая выполняется в несколько подходов. Сначала тщательно проваривается корень шва, слева направо, поперек трещины, с образованием обратного валика. Ток — 100 А. Если корень шва заварить не получается, работу нужно прекратить, так как это самый важный шаг.
- Следующие два подхода такие же, но валики должны перекрывать друг друга. Ток — 110 А.
- Четвертый подход — 120 А. Здесь валик должен немного заходить за границы щели. Можно сделать цельным швом, если позволяет размер трещины.
- Пятый, закрепляющий сварку, валик делается без прерывания дуги, придавая шву выпуклость. По этой причине иногда от него отказываются.
В процессе варки важно не допускать перегрева металла, так как из-за слишком высоких температур ремонт может получиться недостаточно надежным.
Таким методом можно заварить раму на грузовике, газели и любом другом виде грузового транспорта.
Обработка швов после сварки
После того как каркас грузовика или полуприцепа удалось сварить, рано возвращать транспорт к работе. Место сварки еще нужно правильно защитить:
- Сначала шов обрабатывают пескоструйным методом.
- Потом обезжиривают.
- На третьем шаге грунтуют.
- И в последний момент закрашивают.
Теперь грузовой транспорт полностью готов к выходу в рейс.
Со стороны процесс сварки каркаса может показаться простым, на самом деле его выполнение потребует определенных навыков, сноровки, а также предельной внимательности. Поэтому самостоятельно заварить раму камаза нужно только в том случае, если есть полная уверенность в своих силах и навыках. Чаще лучше доверить эту задачу профессионалу, который сделает сварку наиболее надежной. Но знать, как происходит сам процесс, все равно полезно.